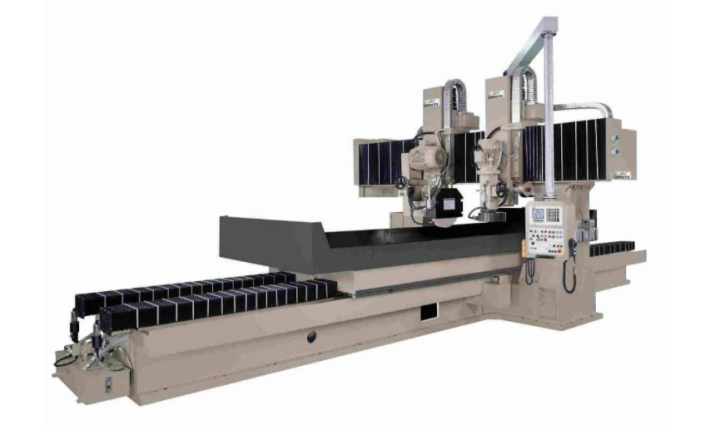
精密龍門磨床主要用砂輪周邊磨削加工大型短寬工件的平面。磨削時(shí)工件可直接固定在工作臺(tái)面上或電磁吸盤上。龍門磨床采用龍門式布局,包括床身、雙立柱、橫梁組成封閉的剛性框架結(jié)構(gòu)。床身采用雙V型導(dǎo)軌,工作臺(tái)導(dǎo)軌面覆有耐磨聚四氟乙烯。拖板沿橫梁導(dǎo)軌作橫向運(yùn)動(dòng),橫向進(jìn)給由直流電動(dòng)機(jī)驅(qū)動(dòng),由數(shù)控進(jìn)給。工作臺(tái)縱向運(yùn)動(dòng)由葉片油泵驅(qū)動(dòng)。可無級(jí)調(diào)速,采用開式液壓系統(tǒng),液壓油與導(dǎo)軌潤滑有油溫控制裝置。磨頭可沿拖板垂直導(dǎo)軌做上下移動(dòng)。垂直進(jìn)給有快速和自動(dòng)、手動(dòng)進(jìn)給兩種方式。磨頭主軸采用套筒式結(jié)構(gòu)和連接式傳動(dòng),主軸軸承為高精度向心推力球軸承。
精密龍門磨床對(duì)不同槽型的切削說明:
一、矩形槽
1.在切削較窄的矩形槽時(shí),主切削刃寬度與溝槽的寬度相等,刀頭長度略大于槽深,磨刀一次直進(jìn)磨出。
2.磨削較寬的矩形槽,可用較窄的切槽刀,分幾次左右竄刀粗車,在槽底面和兩側(cè)面留出余量后,用精車刀車至尺寸。
二、成形槽
1.較窄的圓弧槽或梯形槽,磨床將磨槽刀刃磨成與成形槽的形狀和尺寸相同的形式,一次橫向進(jìn)給磨出。
2.較寬較深的成形槽,特別是內(nèi)孔的成形槽,由于受到磨刀剛度的制約,往往采取:
①兩步切削。一般是先用切槽刀磨出直槽,然后用成形刀車削成形;
②左右竄刀進(jìn)給或斜向進(jìn)給。槽特寬特深時(shí),可在中滑板橫向進(jìn)鮐的同時(shí),搖動(dòng)小滑板,使車刀作或左或右的微量移動(dòng),磨床形成單面切削的左右竄刀進(jìn)給;或在中滑板橫向進(jìn)給的同時(shí),搖動(dòng)小滑板,使車刀沿一個(gè)方向作微量移動(dòng)的單面斜向進(jìn)給。粗車后留有綜量,再用精車刀車至尺寸。